
Catégories de produit
 Soufflage
Soufflage
Details de produit
Machines automatiques pour fabrication de clous suivant les dimensions prévues et selon le diamètre du fil
- Laveuse de clous
- Dérouleur de fil
- Affuteuse de lames
- Matrices
- Couteaux de rechanges
- Poinçons marteaux
- Fours (adoucisseur de fils)
- Tréfileuse pour fil acier (action d’étirer un métal pour le transformer en fil)
- Équipements' de sécurité : extincteurs, gants
Fiche Technique
Matières premières et Consommables : Bobines de Fil d’acier
Caisses pour le transport des clous (boites, palettes)
Solvant pour nettoyage
PROCESSUS DE PRODUCTION
Fabrication des clous se fait à partir de bobines de fil d'acier de diamètre 6 millimètres qui est calibré dans plusieurs filières pour l'amincir graduellement jusqu'au diamètre désiré (de 2 à 4 millimètres pour les clous les plus courants) .Ensuite, les machines de fabrication coupent le fil en petites tiges d’une longueur un peu plus grande que le clou fini. Ces tiges sont coupées en un bout par deux jeux de deux lames opposées et à 90° pour les clous en tête de diamant, et par seulement deux lames à 90° pour les clous coupés en pointes biseautées. Ces lames sont changées environ toutes les 600 heures. Les tiges, fermement tenues par un jeu de mâchoires crantées (qui laissent parfois leur empreinte sur la tige du clou), sont matricées sur le bout opposé à la pointe par une matrice qui est parfois gravée et dont l'empreinte sera reproduite sur la tête du clou (cas des pointes spéciales pour certains agréments), la pression est bien entendu énorme puisqu'il s'agit là d'un forgeage à froid, et ces matrices doivent être changées régulièrement soit par cause d'usure ou par cassure accidentelle. Les cadences de fabrication sont très variables suivant les machines et dépendent bien sûr aussi de la longueur des clous à fabriquer. Chaque machine fait tomber les clous dans une coupelle qui peut contenir de 5 à 10 Kg de clous soit 5 à 15 minutes de production, et un opérateur qui passe devant régulièrement fait basculer la coupelle dans le container après s'être assuré que les derniers clous fabriqués ont une tête bien matricée et une pointe bien coupée Les clous sont ensuite "démagnétisés" (très important car s'il reste une aimantation même faible leur utilisation en machine à clouer peut être rendue impossible) et ensuite emballés dans des boîtes de 5 Kg ou dans des caisses palettes de 500 kg ou 1000 kg. Parfois on peut, pour certaines machines qui n'acceptent pas les pointes en vrac, effectuer une mise en bandes ou des encollages sur des fils de fer ou des bandes de plastique. Ces clous conditionnés sont surtout utilisés pour les "marteaux pneumatiques"
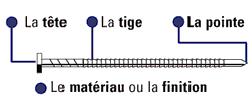
Eléments clés :
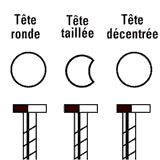
La tête est la partie du clou sur laquelle on frappe avec un marteau ou dans le cas de l’industrie des outils pneumatiques de fixation, c’est la partie qui est enfoncée par le poussoir de l’outil. La tête peut être soit ronde, taill
La taille de la tête des clous peut varier suivant le diamètre de la tige du clou et l’application. Si on fabrique un clou de petit diamètre avec une tête large, celle-ci se casse plus facilement de la tige. L’accroissement du diamètre de la tête réduit également le nombre de clous qui peuvent être contenus dans un rouleau ou une bande
2. La tige:
La tige du clou est l’élément principal de fixation. La tige du clou est enfoncée par la force entre les fibres du bois et une fois en place, les fibres compressent la tige. Cette pression est la raison pour laquelle il est si difficile de retirer un clou du bois
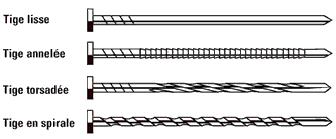
Les clous à tige lisse :
un clou lisse d’apparence. Du fait de leur forme régulière, ils peuvent être produits à très grande vitesse et sont donc le type de clou le plus économique. Cependant, leur résistance à l’arrachement est la plus faible du groupe. Ils requièrent moins d’énergie pour les enfoncer et la consommation d’air par clou peut être inférieure. Quelquefois il est possible d’utiliser un outil plus petit pour l’enfoncer.
Les clous à tige torsadée
ont soit l’apparence d’un pas de vis ou d’une torsade hélicoïdale. Quoi qu’il en soit, le but de cette déformation de la tige est d’accroître la force nécessaire à l’arrachage du clou du bois. Les fibres du bois s’enroulent autour de la section déformée et les variations de diamètre dues à sa forme rendent l’arrachement du clou encore plus difficile
Les clous à tige annelée
ont une série d’anneaux dans la surface de la tige. Les irrégularités du diamètre de la tige rendent l’arrachement du clou plus difficile.
Les clous à tige annelée ou torsadée
prennent plus longtemps à produire et leur coût est en général plus élevé que celui des clous à tige lisse. La consommation d’air par clou est aussi plus élevée et l’énergie requise pour enfoncer ces clous dans le bois dur est beaucoup plus importante. L’avantage est leur résistance à l’arrachement qui est meilleure que celle des clous à tige en spirale et bien supérieure à celle des clous à tige lisse
3. La pointe
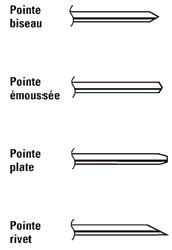
La pointe d’un clou est beaucoup plus importante qu’il n’en paraît. Il y a les pointes pour les applications normales, les pointes qui évitent de fendre le bois et les pointes conçues pour faciliter la torsion du clou une fois qu’il est enfoncé (rivetage). La pointe standard pour tous les clous est la pointe biseau qui est très fine et permet une pénétration facile dans le bois. Pour réduire la possibilité de fendre le bois, il y a les pointes émoussées et les pointes plates. Il y a aussi une pointe spéciale appelée pointe rivet. La tige du clou est coupée en diagonale pour un bon enfoncement lorsque la pointe rencontre une pièce métallique sous le bois, elle peut dévier d’un
Produits finis :
Clous de différentes longueurs et formes
